ম্যাগনাবেন্ড ট্রাবল শ্যুটিং গাইড
সমস্যা সমাধানের গাইড
নিম্নলিখিতগুলি প্রায় 2004 সাল পর্যন্ত Magnetic Engineering Pty Ltd দ্বারা তৈরি ম্যাগনাবেন্ড মেশিনগুলির ক্ষেত্রে প্রযোজ্য।
পেটেন্টের মেয়াদ শেষ হওয়ার পর (ম্যাগনেটিক ইঞ্জিনিয়ারিংয়ের মালিকানাধীন) অন্যান্য নির্মাতারা এখন ম্যাগনাবেন্ড মেশিন তৈরি করছে যা ঠিক একই রকম নাও হতে পারে।তাই নীচের তথ্য আপনার মেশিনে প্রযোজ্য নাও হতে পারে বা এটি মানিয়ে নেওয়ার প্রয়োজন হতে পারে।
বৈদ্যুতিক সমস্যাগুলি সমাধান করার সবচেয়ে সহজ উপায় হল প্রস্তুতকারকের কাছ থেকে একটি প্রতিস্থাপন বৈদ্যুতিক মডিউল অর্ডার করা।এটি একটি বিনিময় ভিত্তিতে সরবরাহ করা হয় এবং তাই বেশ যুক্তিসঙ্গত মূল্য।
একটি এক্সচেঞ্জ মডিউল পাঠানোর আগে আপনি নিম্নলিখিতগুলি পরীক্ষা করতে চাইতে পারেন:
যদি মেশিনটি মোটেও কাজ না করে:
ক) চালু/বন্ধ সুইচে পাইলট আলো পর্যবেক্ষণ করে মেশিনে পাওয়ার উপলব্ধ আছে কিনা তা পরীক্ষা করুন।
b) যদি বিদ্যুৎ পাওয়া যায় কিন্তু মেশিনটি এখনও মৃত কিন্তু খুব গরম অনুভূত হয় তাহলে তাপীয় কাট-আউট ট্রিপ হয়ে যেতে পারে।এই ক্ষেত্রে মেশিনটি ঠান্ডা না হওয়া পর্যন্ত অপেক্ষা করুন (প্রায় ½ ঘন্টা) এবং তারপর আবার চেষ্টা করুন।
গ) দুই হাতের স্টার্টিং ইন্টারলকের জন্য হ্যান্ডেল টানার আগে START বোতাম টিপতে হবে।প্রথমে হাতল টানা হলে মেশিন চলবে না।এছাড়াও এটি হতে পারে যে START বোতাম টিপানোর আগে "কোণ মাইক্রোসুইচ" চালানোর জন্য বাঁকানো বিমটি পর্যাপ্তভাবে সরে যায় (বা বাম্পড হয়)।যদি এটি ঘটে থাকে তবে নিশ্চিত করুন যে হ্যান্ডেলটি প্রথমে পুরোপুরি পিছনে ঠেলে দেওয়া হয়েছে।যদি এটি একটি ক্রমাগত সমস্যা হয় তবে এটি নির্দেশ করে যে মাইক্রোসুইচ অ্যাকচুয়েটরের সামঞ্জস্য প্রয়োজন (নীচে দেখুন)।
ঘ) আরেকটি সম্ভাবনা হল START বোতামটি ত্রুটিপূর্ণ হতে পারে।আপনার যদি একটি মডেল 1250E বা তার চেয়ে বড় থাকে তবে দেখুন বিকল্প START বোতাম বা ফুটসুইচ দিয়ে মেশিনটি চালু করা যায় কিনা।

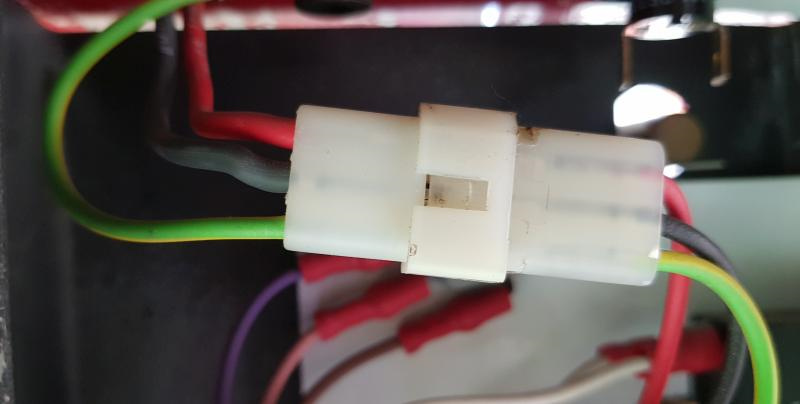
e) নাইলন সংযোগকারীটিও পরীক্ষা করুন যা চুম্বক কয়েলের সাথে বৈদ্যুতিক মডিউলকে সংযুক্ত করে।
f) যদি ক্ল্যাম্পিং কাজ না করে তবে START বোতামটি প্রকাশের সাথে সাথে ক্ল্যাম্পবারটি স্ন্যাপ হয়ে যায় তবে এটি নির্দেশ করে যে 15 মাইক্রোফ্যারাড (650E তে 10 µF) ক্যাপাসিটর ত্রুটিপূর্ণ এবং এটি প্রতিস্থাপন করতে হবে।
যদি মেশিন বাহ্যিক ফিউজ বা ট্রিপ সার্কিট ব্রেকার উড়িয়ে দেয়:
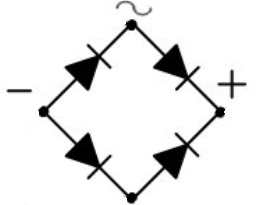
এই আচরণের সবচেয়ে সম্ভবত কারণ হল একটি প্রস্ফুটিত ব্রিজ-রেকটিফায়ার।একটি প্রস্ফুটিত রেকটিফায়ার সাধারণত তার 4টি অভ্যন্তরীণ ডায়োডের মধ্যে অন্তত একটি ছোট করে থাকে।
এটি একটি মাল্টিমিটার দিয়ে পরীক্ষা করা যেতে পারে।মিটারের সাথে তার সর্বনিম্ন প্রতিরোধের সীমার প্রতিটি জোড়া টার্মিনালের মধ্যে পরীক্ষা করুন।মাল্টিমিটার টেস্ট লিডের একটি পোলারিটি ইনফিনিটি ওহম দেখাবে এবং বিপরীত পোলারিটি কম রিডিং দেখাবে, কিন্তু শূন্য নয়।যদি কোনো রেজিস্ট্যান্স রিডিং শূন্য হয় তাহলে রেকটিফায়ারটি উড়িয়ে দেওয়া হবে এবং অবশ্যই প্রতিস্থাপন করতে হবে।
অভ্যন্তরীণ মেরামতের চেষ্টা করার আগে মেশিনটি পাওয়ার আউটলেট থেকে আনপ্লাগ করা হয়েছে তা নিশ্চিত করুন৷
একটি উপযুক্ত প্রতিস্থাপন সংশোধনকারী:
আরএস উপাদান অংশ নম্বর: 227-8794
সর্বাধিক বর্তমান: 35 amps একটানা,
সর্বোচ্চ বিপরীত ভোল্টেজ: 1000 ভোল্ট,
টার্মিনাল: 1/4" দ্রুত-সংযোগ বা 'ফাস্টন'
আনুমানিক মূল্য: $12.00

ট্রিপিংয়ের আরেকটি সম্ভাব্য কারণ হল চুম্বক কয়েলটি চুম্বকের শরীরে ছোট হতে পারে।
এটি পরীক্ষা করার জন্য চুম্বক কয়েল সংযোগকারীটিকে আনপ্লাগ করুন এবং লাল বা কালো সীসা থেকে চুম্বক বডিতে প্রতিরোধ পরিমাপ করুন।মাল্টিমিটারটিকে তার সর্বোচ্চ প্রতিরোধের পরিসরে সেট করুন।এই অসীম ohms প্রদর্শন করা উচিত.
আদর্শভাবে এই পরিমাপটি একটি "মেগার মিটার" দিয়ে করা উচিত।এই ধরনের মিটার উচ্চ ভোল্টেজ (সাধারণত 1,000 ভোল্ট) প্রয়োগ করে প্রতিরোধ পরীক্ষা করে।এটি একটি সাধারণ মাল্টিমিটারের চেয়ে বেশি সূক্ষ্ম নিরোধক ভাঙ্গন সমস্যা খুঁজে পাবে।
কয়েল এবং ম্যাগনেট বডির মধ্যে ইনসুলেশন ব্রেকডাউন একটি গুরুতর সমস্যা এবং সাধারণত একটি নতুন কয়েল দিয়ে মেরামত বা প্রতিস্থাপনের জন্য চুম্বক বডি থেকে কয়েলটিকে অপসারণ করতে হবে।
যদি হালকা ক্ল্যাম্পিং কাজ করে কিন্তু সম্পূর্ণ ক্ল্যাম্পিং না হয়:
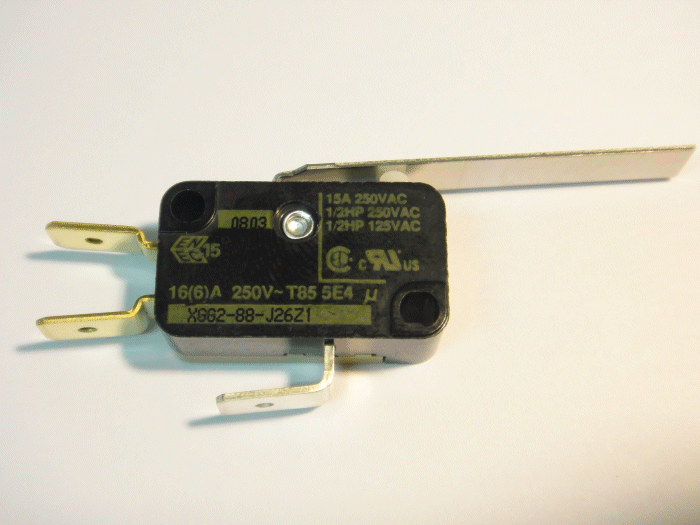
পরীক্ষা করুন যে "কোণ মাইক্রোস্যুইচ" সঠিকভাবে কাজ করা হচ্ছে।
[এই সুইচটি একটি বর্গাকার (বা বৃত্তাকার) পিতলের টুকরো দ্বারা পরিচালিত হয় যা কোণ নির্দেশক প্রক্রিয়ার সাথে সংযুক্ত থাকে।যখন হ্যান্ডেল টানা হয় তখন বাঁকানো মরীচিটি ঘোরে যা ব্রাস অ্যাকচুয়েটরে একটি ঘূর্ণন প্রদান করে।অ্যাকচুয়েটর পালাক্রমে বৈদ্যুতিক সমাবেশের ভিতরে একটি মাইক্রোসুইচ পরিচালনা করে।]
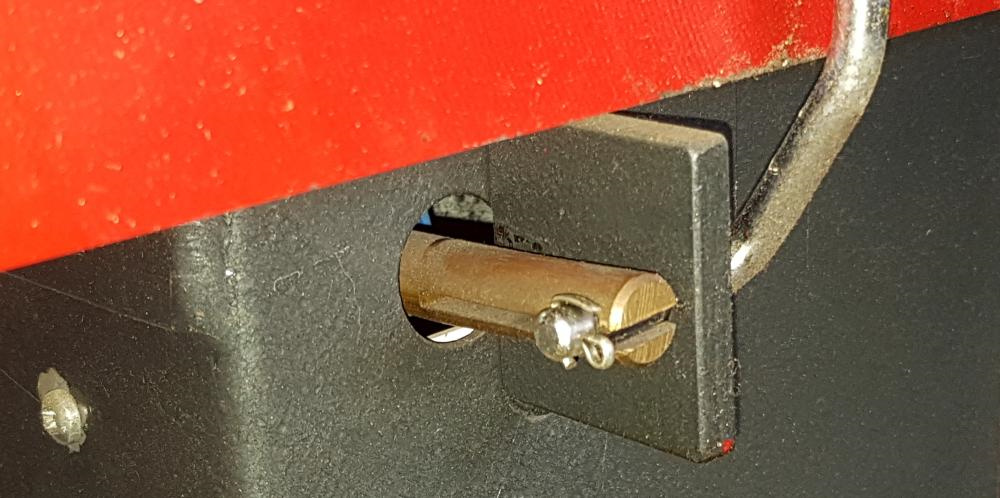
মডেল 1000E-এ মাইক্রোসুইচ অ্যাকুয়েটর
(অন্যান্য মডেল একই নীতি ব্যবহার করে)
ইলেক্ট্রিক্যালের ভিতর থেকে দেখা যায় অ্যাকচুয়েটর
সমাবেশ
হ্যান্ডেলটি বাইরে এবং ভিতরে টেনে আনুন৷ আপনি মাইক্রোসুইচটি অন এবং অফ ক্লিক করতে শুনতে সক্ষম হবেন (যদি খুব বেশি পটভূমিতে শব্দ না হয়)৷
যদি সুইচটি ON এবং OFF-এ ক্লিক না করে তাহলে বাঁকানো মরীচিটিকে ডানদিকে সুইং করুন যাতে ব্রাস অ্যাকচুয়েটরটি পর্যবেক্ষণ করা যায়।বাঁকানো মরীচিটি উপরে এবং নীচে ঘোরান।বাঁকানো মরীচির প্রতিক্রিয়ায় অ্যাকচুয়েটরটি ঘোরানো উচিত (যতক্ষণ না এটি থামে)।যদি এটি না হয় তবে এটির আরও ক্লাচিং ফোর্স প্রয়োজন হতে পারে:
- 650E এবং 1000E-এ ক্লাচিং ফোর্স ব্রাস অ্যাকচুয়েটরটি সরিয়ে এবং পুনরায় ইনস্টল করার আগে চেরা বন্ধ (যেমন একটি ভাইস সহ) চেপে ধরে বাড়ানো যেতে পারে।
- 1250E-তে ক্লাচিং ফোর্সের অভাব সাধারণত অ্যাকচুয়েটর শ্যাফ্টের উভয় প্রান্তে দুটি M8 ক্যাপ-হেড স্ক্রু শক্ত না হওয়ার সাথে সম্পর্কিত।
যদি অ্যাকচুয়েটরটি ঘোরে এবং ক্ল্যাচ করে ঠিক আছে কিন্তু তারপরও মাইক্রোসুইচটিতে ক্লিক না করে তাহলে এটিকে সামঞ্জস্য করার প্রয়োজন হতে পারে।এটি করার জন্য প্রথমে পাওয়ার আউটলেট থেকে মেশিনটি আনপ্লাগ করুন এবং তারপরে বৈদ্যুতিক অ্যাক্সেস প্যানেলটি সরান৷
ক) মডেল 1250E-এ টার্ন-অন পয়েন্টটি অ্যাকচুয়েটরের মধ্য দিয়ে যাওয়া একটি স্ক্রু ঘুরিয়ে সামঞ্জস্য করা যেতে পারে।স্ক্রুটি এমনভাবে সামঞ্জস্য করা উচিত যাতে বাঁকানো বিমের নীচের প্রান্তটি প্রায় 4 মিমি সরে গেলে সুইচটি ক্লিক করে।(650E এবং 1000E তে মাইক্রোসুইচের হাত বাঁকিয়ে একই সামঞ্জস্য অর্জন করা হয়।)
খ) অ্যাকচুয়েটর সঠিকভাবে কাজ করার পরেও যদি মাইক্রোসুইচটি চালু এবং বন্ধ ক্লিক না করে তবে সুইচটি নিজেই ভিতরে ফিউজ হয়ে যেতে পারে এবং প্রতিস্থাপন করতে হবে।
অভ্যন্তরীণ মেরামতের চেষ্টা করার আগে মেশিনটি পাওয়ার আউটলেট থেকে আনপ্লাগ করা হয়েছে তা নিশ্চিত করুন৷
একটি উপযুক্ত প্রতিস্থাপন V3 সুইচ:
RS অংশ নম্বর: 472-8235
বর্তমান রেটিং: 16 amps
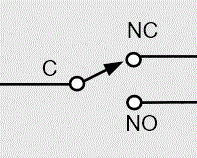
V3 সার্কিট
C = 'সাধারণ'
NC = 'সাধারণত বন্ধ'
NO = 'সাধারণত খোলা'
গ) যদি আপনার মেশিনে একটি সহায়ক সুইচ লাগানো থাকে তবে নিশ্চিত করুন যে এটি "সাধারণ" অবস্থানে সুইচ করা হয়েছে।(সুইচটি "AUX CLAMP" অবস্থানে থাকলে শুধুমাত্র হালকা ক্ল্যাম্পিং পাওয়া যাবে।)
যদি ক্ল্যাম্পিং ঠিক থাকে তবে মেশিনটি বন্ধ হয়ে গেলে ক্ল্যাম্পবারগুলি মুক্তি না পায়:
এটি বিপরীত পালস ডিম্যাগনেটাইজিং সার্কিটের ব্যর্থতা নির্দেশ করে।সবচেয়ে সম্ভবত কারণ একটি প্রস্ফুটিত 6.8 ওহম শক্তি প্রতিরোধক হবে.এছাড়াও সমস্ত ডায়োড পরীক্ষা করুন এবং রিলেতে পরিচিতিগুলি আটকানোর সম্ভাবনাও দেখুন।

একটি উপযুক্ত প্রতিস্থাপন প্রতিরোধক:
Element14 অংশ নং 145 7941
6.8 ওহম, 10 ওয়াট পাওয়ার রেটিং।
সাধারণ খরচ $1.00
যদি মেশিন ভারী গেজ শীট বাঁক না করে:
ক) কাজটি মেশিনের স্পেসিফিকেশনের মধ্যে আছে কিনা তা পরীক্ষা করুন।বিশেষভাবে লক্ষ্য করুন যে 1.6 মিমি (16 গেজ) বাঁকানোর জন্য এক্সটেনশন বারটি বাঁকানো বিমের সাথে লাগানো আবশ্যক এবং ঠোঁটের প্রস্থ ন্যূনতম 30 মিমি।এর মানে হল অন্তত 30 মিমি উপাদান অবশ্যই ক্ল্যাম্পবারের বাঁকানো প্রান্ত থেকে প্রজেক্ট করা উচিত।(এটি অ্যালুমিনিয়াম এবং ইস্পাত উভয় ক্ষেত্রেই প্রযোজ্য।)
ঠোঁট সংকীর্ণ করা সম্ভব যদি বাঁকটি মেশিনের সম্পূর্ণ দৈর্ঘ্য না হয়।
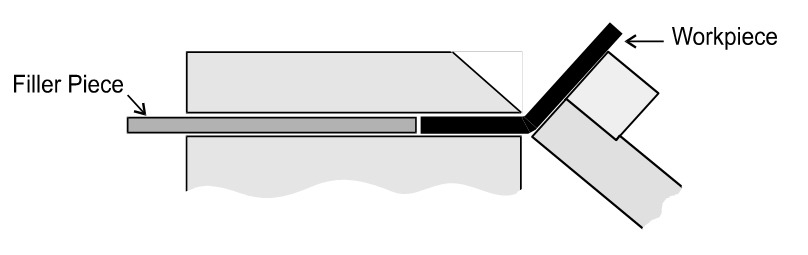
খ) এছাড়াও যদি ওয়ার্কপিসটি ক্ল্যাম্পবারের নীচে জায়গা পূরণ না করে তবে কর্মক্ষমতা প্রভাবিত হতে পারে।সর্বোত্তম ফলাফলের জন্য সর্বদা ক্ল্যাম্পবারের নীচের জায়গাটি ওয়ার্কপিসের মতো একই পুরুত্বের স্টিলের স্ক্র্যাপ টুকরা দিয়ে পূরণ করুন।(সর্বোত্তম চৌম্বকীয় ক্ল্যাম্পিংয়ের জন্য ফিলার পিসটি ইস্পাত হওয়া উচিত যদিও ওয়ার্কপিসটি ইস্পাত না হয়।)
ওয়ার্কপিসে খুব সরু ঠোঁট তৈরি করার প্রয়োজন হলে এটি ব্যবহার করার সর্বোত্তম পদ্ধতি।