ম্যাগনাবেন্ড - সার্কিট অপারেশন
ম্যাগনাবেন্ড শিটমেটাল ফোল্ডারটি ডিসি ক্ল্যাম্পিং ইলেক্ট্রোম্যাগনেট হিসাবে ডিজাইন করা হয়েছে।
ইলেক্ট্রো-ম্যাগনেটিক কয়েল চালানোর জন্য প্রয়োজনীয় সহজ সার্কিটটিতে শুধুমাত্র একটি সুইচ এবং একটি ব্রিজ রেকটিফায়ার থাকে:
চিত্র 1: ন্যূনতম সার্কিট:
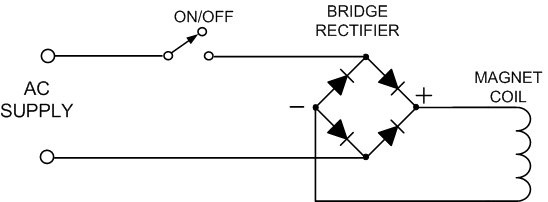
উল্লেখ্য যে সার্কিটের এসি পাশে অন/অফ সুইচ সংযুক্ত থাকে।এটি ইন্ডাকটিভ কয়েল কারেন্টকে ব্রিজ রেকটিফায়ারে ডায়োডের মাধ্যমে সঞ্চালন করার অনুমতি দেয় যতক্ষণ না কারেন্ট দ্রুত শূন্যে ক্ষয়ে যায়।
(ব্রিজের ডায়োডগুলি "ফ্লাই-ব্যাক" ডায়োড হিসাবে কাজ করছে)।
নিরাপদ এবং আরও সুবিধাজনক অপারেশনের জন্য একটি সার্কিট থাকা বাঞ্ছনীয় যা একটি 2-হাত ইন্টারলক এবং 2-স্টেজ ক্ল্যাম্পিং প্রদান করে।2-হাতের ইন্টারলকটি নিশ্চিত করতে সাহায্য করে যে আঙ্গুলগুলি ক্ল্যাম্পবারের নীচে ধরা যাবে না এবং স্টেজড ক্ল্যাম্পিং একটি নরম সূচনা দেয় এবং প্রি-ক্ল্যাম্পিং সক্রিয় না হওয়া পর্যন্ত এক হাতকে জিনিসগুলিকে জায়গায় রাখতে দেয়।
চিত্র 2: ইন্টারলক এবং 2-স্টেজ ক্ল্যাম্পিং সহ সার্কিট:
যখন START বোতাম টিপানো হয় তখন এসি ক্যাপাসিটরের মাধ্যমে চুম্বক কয়েলে একটি ছোট ভোল্টেজ সরবরাহ করা হয় এইভাবে একটি হালকা ক্ল্যাম্পিং প্রভাব তৈরি করে।কয়েলে কারেন্ট সীমিত করার এই প্রতিক্রিয়াশীল পদ্ধতিতে সীমিত ডিভাইসে (ক্যাপাসিটর) কোনো উল্লেখযোগ্য শক্তি অপচয় হয় না।
সম্পূর্ণ ক্ল্যাম্পিং পাওয়া যায় যখন বেন্ডিং বিম-চালিত সুইচ এবং START বোতাম উভয়ই একসাথে চালিত হয়।
সাধারণত START বোতামটি প্রথমে (বাম হাত দিয়ে) ধাক্কা দেওয়া হবে এবং তারপরে বাঁকানো বিমের হ্যান্ডেলটি অন্য হাত দিয়ে টেনে নেওয়া হবে।2টি সুইচের অপারেশনে কিছু ওভারল্যাপ না থাকলে সম্পূর্ণ ক্ল্যাম্পিং ঘটবে না।তবে একবার সম্পূর্ণ ক্ল্যাম্পিং প্রতিষ্ঠিত হলে START বোতামটি ধরে রাখার প্রয়োজন নেই।
অবশিষ্ট চুম্বকত্ব
ম্যাগনাবেন্ড মেশিনের একটি ছোট কিন্তু তাৎপর্যপূর্ণ সমস্যা, যেমন বেশিরভাগ ইলেক্ট্রো-ম্যাগনেটের সাথে, অবশিষ্ট চুম্বকত্বের সমস্যা।চুম্বক বন্ধ হয়ে যাওয়ার পরেও এই অল্প পরিমাণে চুম্বকত্ব থাকে।এটি ক্ল্যাম্প-বারগুলিকে চুম্বকের শরীরে দুর্বলভাবে আটকে রাখে যার ফলে ওয়ার্কপিস অপসারণ করা কঠিন হয়।
চৌম্বকীয়ভাবে নরম লোহার ব্যবহার অবশিষ্ট চুম্বকত্ব অতিক্রম করার জন্য অনেক সম্ভাব্য পন্থাগুলির মধ্যে একটি।
তবে এই উপাদানটি স্টক আকারে পাওয়া কঠিন এবং এটি শারীরিকভাবে নরম যার মানে এটি একটি নমন মেশিনে সহজেই ক্ষতিগ্রস্ত হবে।
চৌম্বকীয় সার্কিটে একটি অ-চৌম্বকীয় ফাঁক অন্তর্ভুক্ত করা সম্ভবত অবশিষ্ট চুম্বকত্ব কমানোর সবচেয়ে সহজ উপায়।এই পদ্ধতিটি কার্যকর এবং একটি গড়া চুম্বক বডিতে অর্জন করা মোটামুটি সহজ - চুম্বক অংশগুলিকে একসাথে বোল্ট করার আগে সামনের মেরু এবং মূল অংশের মধ্যে প্রায় 0.2 মিমি পুরু পিচবোর্ড বা অ্যালুমিনিয়ামের একটি টুকরো যুক্ত করুন৷এই পদ্ধতির প্রধান ত্রুটি হল অ-চৌম্বকীয় ফাঁক সম্পূর্ণ ক্ল্যাম্পিংয়ের জন্য উপলব্ধ ফ্লাক্সকে হ্রাস করে।এছাড়াও ই-টাইপ চুম্বক ডিজাইনের জন্য ব্যবহৃত এক-টুকরো চুম্বক বডিতে ফাঁকটি অন্তর্ভুক্ত করা সোজা নয়।
একটি বিপরীত পক্ষপাত ক্ষেত্র, একটি অক্জিলিয়ারী কয়েল দ্বারা উত্পাদিত, এছাড়াও একটি কার্যকর পদ্ধতি।কিন্তু এটি কয়েল তৈরিতে এবং নিয়ন্ত্রণ সার্কিট্রিতে অযাচিত অতিরিক্ত জটিলতা জড়িত, যদিও এটি একটি প্রাথমিক ম্যাগনাবেন্ড ডিজাইনে সংক্ষিপ্তভাবে ব্যবহৃত হয়েছিল।
একটি ক্ষয়প্রাপ্ত দোলন ("রিং করা") ধারণাগতভাবে ডিম্যাগনেটাইজিংয়ের জন্য একটি খুব ভাল পদ্ধতি।
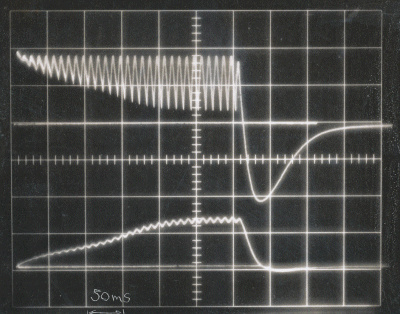
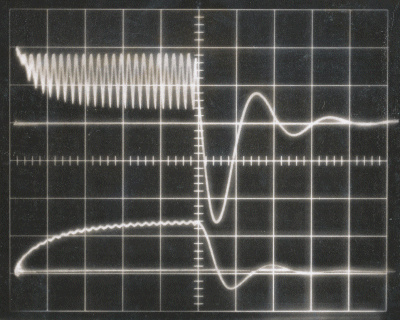
এই অসিলোস্কোপ ফটোগুলি একটি ম্যাগনাবেন্ড কয়েলে ভোল্টেজ (উপরের ট্রেস) এবং কারেন্ট (নীচের ট্রেস) চিত্রিত করে যাতে এটিকে স্ব-দোলান করতে একটি উপযুক্ত ক্যাপাসিটর সংযুক্ত করা হয়।(ছবির মাঝখানে এসি সরবরাহ বন্ধ করা হয়েছে)।
প্রথম ছবিটি একটি খোলা চৌম্বকীয় সার্কিটের জন্য, যেটি চুম্বকের উপর কোন ক্ল্যাম্পবার নেই।দ্বিতীয় ছবিটি একটি বন্ধ চৌম্বকীয় সার্কিটের জন্য, যেটি চুম্বকের উপর একটি পূর্ণ দৈর্ঘ্যের ক্ল্যাম্পবার সহ।
প্রথম ছবিতে ভোল্টেজ ক্ষয়িষ্ণু দোলন (রিং) এবং কারেন্ট (নিম্ন ট্রেস) প্রদর্শন করে, কিন্তু দ্বিতীয় ছবিতে ভোল্টেজ দোদুল্যমান হয় না এবং কারেন্ট একেবারে বিপরীত হতেও পরিচালনা করে না।এর মানে হল যে চৌম্বকীয় প্রবাহের কোনও দোলন থাকবে না এবং তাই অবশিষ্ট চুম্বকত্বের কোনও বাতিল হবে না।
সমস্যা হল যে চুম্বকটি খুব বেশি স্যাঁতসেঁতে, প্রধানত স্টিলের এডি কারেন্টের ক্ষতির কারণে, এবং এইভাবে দুর্ভাগ্যবশত এই পদ্ধতিটি ম্যাগনাবেন্ডের জন্য কাজ করে না।
জোরপূর্বক দোলন এখনও আরেকটি ধারণা।যদি চুম্বকটি স্ব-দোলনের জন্য খুব বেশি স্যাঁতসেঁতে হয় তবে এটি প্রয়োজনীয় শক্তি সরবরাহকারী সক্রিয় সার্কিট দ্বারা দোলাতে বাধ্য হতে পারে।এটি ম্যাগনাবেন্ডের জন্যও পুঙ্খানুপুঙ্খভাবে তদন্ত করা হয়েছে।এর প্রধান অপূর্ণতা হল এটি অত্যধিক জটিল সার্কিটরি জড়িত।
রিভার্স-পালস ডিম্যাগনেটাইজিং এমন একটি পদ্ধতি যা ম্যাগনাবেন্ডের জন্য সবচেয়ে সাশ্রয়ী-কার্যকর প্রমাণিত হয়েছে।এই নকশার বিশদ বিবরণ ম্যাগনেটিক ইঞ্জিনিয়ারিং Pty লিমিটেড দ্বারা সম্পাদিত মূল কাজের প্রতিনিধিত্ব করে। একটি বিস্তারিত আলোচনা নিম্নরূপ:
রিভার্স-পালস ডিমাগনেটাইজিং
এই ধারণাটির সারমর্ম হল একটি ক্যাপাসিটরে শক্তি সঞ্চয় করা এবং তারপর চুম্বকটি বন্ধ করার ঠিক পরে কয়েলে ছেড়ে দেওয়া।পোলারিটি এমন হওয়া দরকার যাতে ক্যাপাসিটর কয়েলে বিপরীত কারেন্ট প্ররোচিত করবে।ক্যাপাসিটরে সঞ্চিত শক্তির পরিমাণ অবশিষ্ট চুম্বকত্ব বাতিল করার জন্য যথেষ্ট হতে পারে।(অত্যধিক শক্তি এটিকে অতিরিক্ত করতে পারে এবং চুম্বকটিকে বিপরীত দিকে পুনরায় চুম্বক করতে পারে)।
বিপরীত-পালস পদ্ধতির আরও একটি সুবিধা হল যে এটি খুব দ্রুত ডিম্যাগনেটাইজিং তৈরি করে এবং চুম্বক থেকে ক্ল্যাম্পবার প্রায় তাত্ক্ষণিকভাবে মুক্তি দেয়।কারণ বিপরীত পালস সংযোগ করার আগে কয়েল কারেন্ট শূন্যে ক্ষয়ে যাওয়ার জন্য অপেক্ষা করার প্রয়োজন নেই।স্পন্দন প্রয়োগে কয়েল কারেন্ট শূন্য হতে বাধ্য হয় (এবং তারপরে বিপরীতে) তার স্বাভাবিক সূচকীয় ক্ষয় হওয়ার চেয়ে খুব দ্রুত।
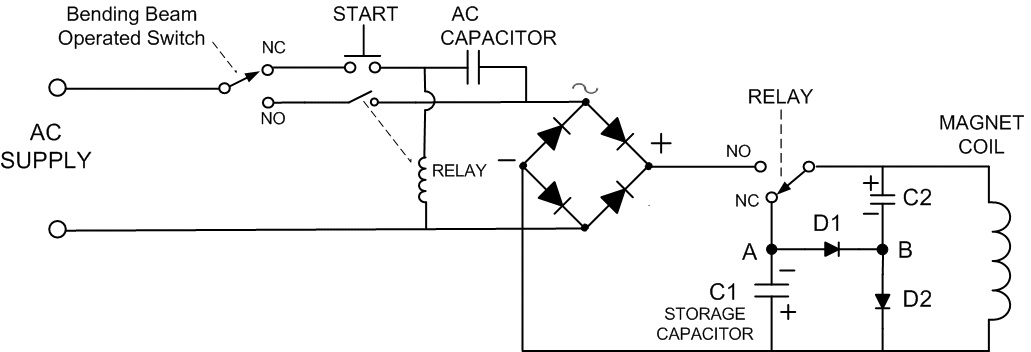
চিত্র 3: বেসিক রিভার্স-পালস সার্কিট
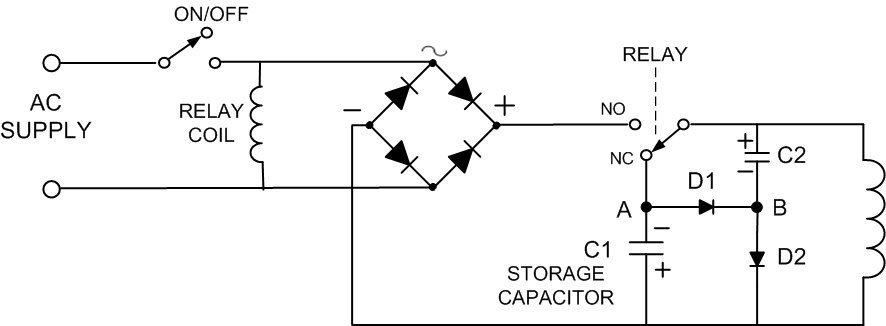
এখন, সাধারণত, রেকটিফায়ার এবং চুম্বক কয়েলের মধ্যে একটি সুইচ যোগাযোগ স্থাপন করা "আগুনের সাথে খেলা"।
এর কারণ হল একটি প্রবর্তক প্রবাহ হঠাৎ করে বাধাগ্রস্ত হতে পারে না।যদি তা হয় তবে সুইচের পরিচিতিগুলি আর্ক হবে এবং সুইচটি ক্ষতিগ্রস্ত হবে বা এমনকি সম্পূর্ণরূপে ধ্বংস হয়ে যাবে।(যান্ত্রিক সমতুল্য হঠাৎ একটি ফ্লাইওয়াইল বন্ধ করার চেষ্টা করা হবে)।
সুতরাং, যে সার্কিট তৈরি করা হোক না কেন তা অবশ্যই কয়েল কারেন্টের জন্য সর্বদা একটি কার্যকর পথ প্রদান করবে, যেখানে একটি সুইচের পরিচিতি পরিবর্তন হওয়ার সময় কয়েক মিলিসেকেন্ড সহ।
উপরের সার্কিট, যা শুধুমাত্র 2টি ক্যাপাসিটর এবং 2টি ডায়োড (প্লাস একটি রিলে যোগাযোগ) নিয়ে গঠিত, স্টোরেজ ক্যাপাসিটরকে নেতিবাচক ভোল্টেজে (কয়েলের রেফারেন্স সাইডের সাথে সম্পর্কিত) চার্জ করার কাজগুলি অর্জন করে এবং কয়েলের জন্য একটি বিকল্প পথও প্রদান করে। রিলে যোগাযোগ উড়তে থাকা অবস্থায় বর্তমান।
কিভাবে এটা কাজ করে:
বিস্তৃতভাবে D1 এবং C2 C1 এর জন্য চার্জ পাম্প হিসাবে কাজ করে যখন D2 হল একটি ক্ল্যাম্প ডায়োড যা বিন্দুকে ধনাত্মক হতে ধারণ করে।
চুম্বকটি চালু থাকাকালীন রিলে যোগাযোগটি তার "সাধারণভাবে খোলা" (NO) টার্মিনালের সাথে সংযুক্ত হবে এবং চুম্বকটি শিটমেটাল ক্ল্যাম্প করার স্বাভাবিক কাজটি করবে।চার্জ পাম্প C1 চার্জ করবে পিক নেগেটিভ ভোল্টেজের দিকে যা পিক কয়েল ভোল্টেজের সমান।C1-এর ভোল্টেজ দ্রুতগতিতে বাড়বে কিন্তু এটি প্রায় 1/2 সেকেন্ডের মধ্যে সম্পূর্ণ চার্জ হয়ে যাবে।
মেশিনটি বন্ধ না হওয়া পর্যন্ত এটি সেই অবস্থায় থাকে।
সুইচ-অফ করার পরপরই রিলে অল্প সময়ের জন্য আটকে থাকে।এই সময়ের মধ্যে উচ্চ প্রবর্তক কয়েল কারেন্ট ব্রিজ রেকটিফায়ারে ডায়োডের মাধ্যমে পুনঃসঞ্চালন করতে থাকবে।এখন, প্রায় 30 মিলিসেকেন্ড বিলম্বের পরে রিলে যোগাযোগ আলাদা হতে শুরু করবে।কয়েল কারেন্ট আর রেকটিফায়ার ডায়োডের মধ্য দিয়ে যেতে পারে না বরং C1, D1 এবং C2 এর মাধ্যমে একটি পথ খুঁজে পায়।এই কারেন্টের দিকটি এমন যে এটি C1 এর নেতিবাচক চার্জকে আরও বাড়িয়ে দেবে এবং এটি C2 কেও চার্জ করতে শুরু করবে।
একটি চাপ তৈরি না হয় তা নিশ্চিত করার জন্য খোলার রিলে যোগাযোগ জুড়ে ভোল্টেজ বৃদ্ধির হার নিয়ন্ত্রণ করার জন্য C2 এর মান যথেষ্ট বড় হওয়া দরকার।কয়েল কারেন্টের প্রতি amp প্রায় 5 মাইক্রো-ফ্যারাডের মান একটি সাধারণ রিলে-এর জন্য যথেষ্ট।
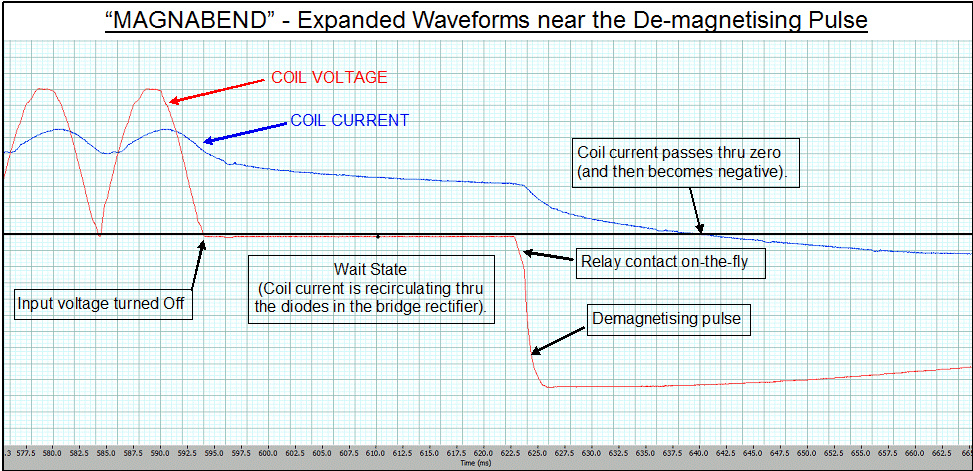
নীচের চিত্র 4 তরঙ্গরূপের বিশদ বিবরণ দেখায় যা বন্ধ হওয়ার পরে প্রথম অর্ধেক সেকেন্ডে ঘটে।C2 দ্বারা নিয়ন্ত্রিত ভোল্টেজ র্যাম্পটি চিত্রের মাঝখানে লাল ট্রেসে স্পষ্টভাবে দৃশ্যমান, এটিকে লেবেল করা হয়েছে "ফ্লাইতে রিলে যোগাযোগ"।(এই ট্রেস থেকে প্রকৃত ফ্লাই-ওভার সময় অনুমান করা যেতে পারে; এটি প্রায় 1.5 এমএস)।
রিলে আর্মেচারটি তার NC টার্মিনালে অবতরণ করার সাথে সাথে নেতিবাচক চার্জযুক্ত স্টোরেজ ক্যাপাসিটরটি চুম্বক কয়েলের সাথে সংযুক্ত হয়।এটি অবিলম্বে কয়েল কারেন্টকে বিপরীত করে না তবে কারেন্ট এখন "চড়াই" চলছে এবং এইভাবে এটি দ্রুত শূন্যের মাধ্যমে এবং একটি ঋণাত্মক শিখরের দিকে জোর করে যা স্টোরেজ ক্যাপাসিটরের সংযোগের প্রায় 80 ms পরে ঘটে।(চিত্র 5 দেখুন)।নেতিবাচক কারেন্ট চুম্বকের মধ্যে একটি নেতিবাচক প্রবাহকে প্ররোচিত করবে যা অবশিষ্ট চুম্বকত্বকে বাতিল করবে এবং ক্ল্যাম্পবার এবং ওয়ার্কপিস দ্রুত মুক্তি পাবে।
চিত্র 4: প্রসারিত তরঙ্গরূপ
চিত্র 5: চুম্বক কয়েলে ভোল্টেজ এবং কারেন্ট ওয়েভফর্ম
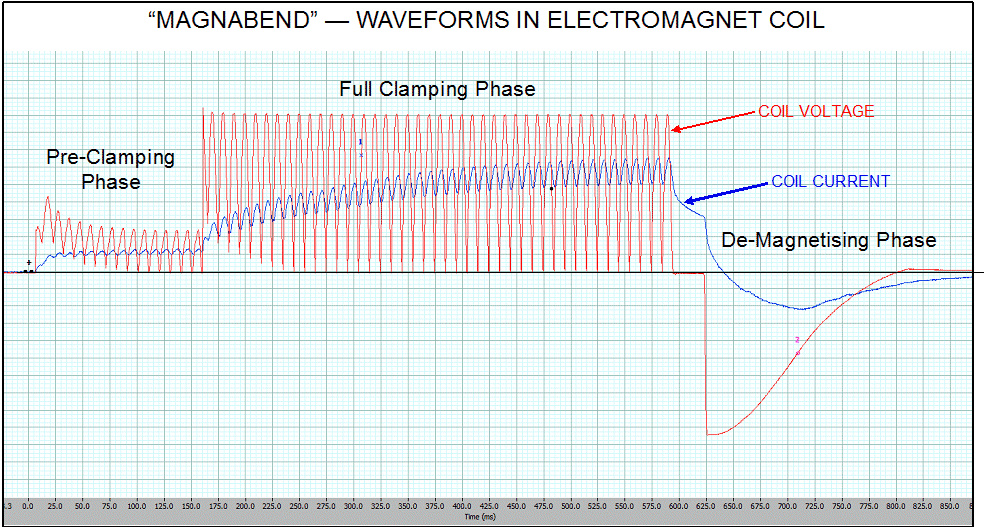
উপরের চিত্র 5 প্রি-ক্ল্যাম্পিং ফেজ, পূর্ণ ক্ল্যাম্পিং ফেজ এবং ডিম্যাগনেটাইজিং ফেজ চলাকালীন চুম্বক কয়েলে ভোল্টেজ এবং বর্তমান তরঙ্গরূপগুলিকে চিত্রিত করে।
এটা মনে করা হয় যে এই ডিম্যাগনেটাইজিং সার্কিটের সরলতা এবং কার্যকারিতার অর্থ এই যে এটি অন্যান্য ইলেক্ট্রোম্যাগনেটগুলিতে প্রয়োগ খুঁজে পাবে যেগুলির ডিম্যাগনেটাইজিং প্রয়োজন।এমনকি যদি অবশিষ্ট চুম্বকত্ব একটি সমস্যা না হয়, এই সার্কিট এখনও খুব দ্রুত কয়েল কারেন্টকে শূন্যে পরিবর্তন করতে খুব কার্যকর হতে পারে এবং তাই দ্রুত মুক্তি দিতে পারে।
ব্যবহারিক ম্যাগনাবেন্ড সার্কিট:
উপরে আলোচিত সার্কিট ধারণাগুলিকে 2-হাতের ইন্টারলক এবং রিভার্স পালস ডিম্যাগনেটাইজিং উভয়ের সাথে একটি সম্পূর্ণ সার্কিটে একত্রিত করা যেতে পারে যা নীচে দেখানো হয়েছে (চিত্র 6):
চিত্র 6: সম্মিলিত সার্কিট
এই সার্কিট কাজ করবে কিন্তু দুর্ভাগ্যবশত এটি কিছুটা অবিশ্বস্ত।
নির্ভরযোগ্য অপারেশন এবং দীর্ঘস্থায়ী স্যুইচ লাইফ পাওয়ার জন্য নীচে দেখানো হিসাবে বেসিক সার্কিটে কিছু অতিরিক্ত উপাদান যোগ করা প্রয়োজন (চিত্র 7):
চিত্র 7: শোধনের সাথে সম্মিলিত সার্কিট
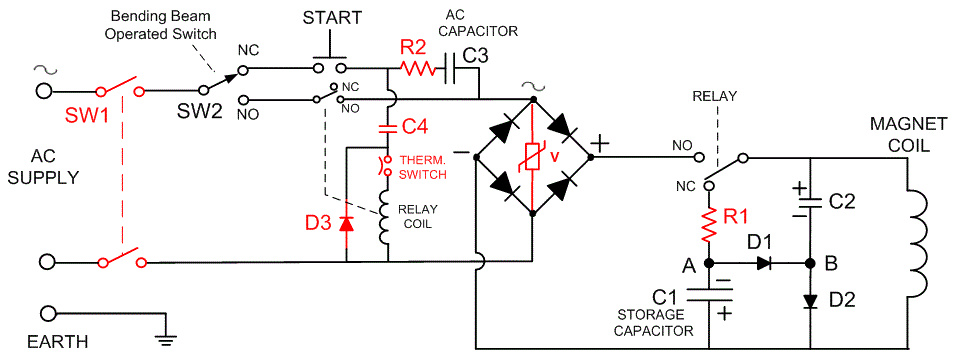
SW1:
এটি একটি 2-মেরু বিচ্ছিন্ন সুইচ।এটি সুবিধার জন্য এবং বৈদ্যুতিক মান মেনে চলার জন্য যুক্ত করা হয়েছে।সার্কিটের চালু/বন্ধ অবস্থা দেখানোর জন্য এই সুইচের জন্য একটি নিয়ন সূচক আলো যুক্ত করাও বাঞ্ছনীয়।
D3 এবং C4:
D3 ব্যতীত রিলেটির ল্যাচিং নির্ভরযোগ্য নয় এবং বেন্ডিং বিম সুইচের অপারেশনের সময় মেইন ওয়েভফর্মের ফেজিংয়ের উপর কিছুটা নির্ভর করে।D3 রিলে থেকে ড্রপ আউটে একটি বিলম্ব (সাধারণত 30 মিলি সেকেন্ড) প্রবর্তন করে।এটি ল্যাচিং সমস্যাকে অতিক্রম করে এবং ডিম্যাগনেটাইজিং পালস (পরবর্তীতে চক্রের) শুরু হওয়ার ঠিক আগে ড্রপ আউট বিলম্ব করাও উপকারী।C4 রিলে সার্কিটের AC কাপলিং প্রদান করে যা অন্যথায় START বোতাম টিপলে অর্ধ-তরঙ্গ শর্ট সার্কিট হবে।
থার্মসুইচ:
এই সুইচটি ম্যাগনেট বডির সংস্পর্শে থাকে এবং চুম্বক খুব বেশি গরম হলে এটি খোলা সার্কিটে চলে যাবে (>70 C)।এটিকে রিলে কয়েলের সাথে সিরিজে রাখার অর্থ হল যে এটিকে সম্পূর্ণ চুম্বক কারেন্টের পরিবর্তে রিলে কয়েলের মাধ্যমে ছোট কারেন্ট স্যুইচ করতে হবে।
R2:
যখন START বোতাম টিপানো হয় তখন রিলেটি টেনে আনে এবং তারপরে একটি ইন-রাশ কারেন্ট থাকবে যা C3 কে ব্রিজ রেকটিফায়ার, C2 এবং ডায়োড D2 এর মাধ্যমে চার্জ করে।R2 ব্যতীত এই সার্কিটে কোন প্রতিরোধ থাকবে না এবং ফলস্বরূপ উচ্চ প্রবাহ START সুইচের পরিচিতিগুলিকে ক্ষতিগ্রস্ত করতে পারে।
এছাড়াও, আরেকটি সার্কিট শর্ত রয়েছে যেখানে R2 সুরক্ষা প্রদান করে: যদি বেন্ডিং বিম সুইচ (SW2) NO টার্মিনাল থেকে (যেখানে এটি সম্পূর্ণ চুম্বক কারেন্ট বহন করবে) থেকে NC টার্মিনালে চলে যায়, তাহলে প্রায়শই একটি চাপ তৈরি হবে এবং যদি এই সময়ে START সুইচটি এখনও ধরে রাখা হয়েছিল তখন C3 কার্যত শর্ট সার্কিট হবে এবং C3 এ কত ভোল্টেজ ছিল তার উপর নির্ভর করে, তাহলে এটি SW2 কে ক্ষতি করতে পারে।তবে আবার R2 এই শর্ট সার্কিট কারেন্টকে নিরাপদ মানের মধ্যে সীমাবদ্ধ করবে।পর্যাপ্ত সুরক্ষা প্রদানের জন্য R2-এর শুধুমাত্র একটি কম প্রতিরোধের মান (সাধারণত 2 ওহম) প্রয়োজন।
Varistor:
রেকটিফায়ারের এসি টার্মিনালের মধ্যে সংযুক্ত ভ্যারিস্টর সাধারণত কিছুই করে না।কিন্তু যদি মেইনগুলিতে একটি সার্জ ভোল্টেজ থাকে (উদাহরণস্বরূপ - একটি কাছাকাছি লাইটেনিং স্ট্রাইক) তাহলে ভ্যারিস্টরটি ঢেউয়ের শক্তি শোষণ করবে এবং ব্রিজ রেকটিফায়ারের ক্ষতি থেকে ভোল্টেজ স্পাইককে প্রতিরোধ করবে।
R1:
যদি ডিম্যাগনেটাইজিং পালসের সময় START বোতাম টিপতে হয় তবে এটি সম্ভবত রিলে যোগাযোগে একটি চাপ সৃষ্টি করবে যার ফলস্বরূপ কার্যত শর্ট-সার্কিট C1 (স্টোরেজ ক্যাপাসিটর) হবে।ক্যাপাসিটরের শক্তি C1, ব্রিজ রেকটিফায়ার এবং রিলেতে আর্ক সমন্বিত সার্কিটে ডাম্প করা হবে।R1 ব্যতীত এই সার্কিটে খুব কম প্রতিরোধ আছে এবং তাই কারেন্ট খুব বেশি হবে এবং রিলেতে পরিচিতিগুলিকে ঢালাই করার জন্য যথেষ্ট হবে।R1 এই (কিছুটা অস্বাভাবিক) ঘটনাতে সুরক্ষা প্রদান করে।
R1 এর পছন্দের বিশেষ নোট:
যদি উপরে বর্ণিত ঘটনা ঘটে তাহলে R1 এর প্রকৃত মান নির্বিশেষে C1-এ সঞ্চিত সমস্ত শক্তিকে R1 শোষণ করবে।আমরা চাই R1 অন্যান্য সার্কিট রেজিস্ট্যান্সের তুলনায় বড় কিন্তু ম্যাগনাবেন্ড কয়েলের রেজিস্ট্যান্সের তুলনায় ছোট হোক (অন্যথায় R1 ডিম্যাগনেটাইজিং পালসের কার্যকারিতা কমিয়ে দেবে)।প্রায় 5 থেকে 10 ওহমের মান উপযুক্ত হবে কিন্তু R1-এর পাওয়ার রেটিং কী হওয়া উচিত?আমাদের আসলে যা নির্দিষ্ট করতে হবে তা হল রোধের পালস শক্তি বা শক্তি রেটিং।কিন্তু এই বৈশিষ্ট্যটি সাধারণত পাওয়ার প্রতিরোধকের জন্য নির্দিষ্ট করা হয় না।কম মানের পাওয়ার রেসিস্টরগুলি সাধারণত তার-ক্ষত হয় এবং আমরা নির্ধারণ করেছি যে এই রোধের জন্য যে গুরুত্বপূর্ণ ফ্যাক্টরটি দেখতে হবে তা হল এর নির্মাণে ব্যবহৃত প্রকৃত তারের পরিমাণ।আপনাকে একটি নমুনা প্রতিরোধক খুলতে হবে এবং গেজ এবং ব্যবহৃত তারের দৈর্ঘ্য পরিমাপ করতে হবে।এটি থেকে তারের মোট আয়তন গণনা করুন এবং তারপরে কমপক্ষে 20 মিমি 3 তারের সাথে একটি প্রতিরোধক চয়ন করুন।
(উদাহরণস্বরূপ RS কম্পোনেন্টস থেকে একটি 6.8 ওহম/11 ওয়াট রোধের তারের ভলিউম 24mm3 পাওয়া গেছে)।
সৌভাগ্যবশত এই অতিরিক্ত উপাদানগুলি আকার এবং খরচে ছোট এবং তাই ম্যাগনাবেন্ড ইলেকট্রিক্সের সামগ্রিক খরচে মাত্র কয়েক ডলার যোগ করে।
সার্কিট্রির একটি অতিরিক্ত বিট রয়েছে যা এখনও আলোচনা করা হয়নি।এটি একটি অপেক্ষাকৃত ছোট সমস্যা অতিক্রম করে:
যদি START বোতাম টিপানো হয় এবং হ্যান্ডেলটি টেনে অনুসরণ করা না হয় (যা অন্যথায় সম্পূর্ণ ক্ল্যাম্পিং দেয়) তাহলে স্টোরেজ ক্যাপাসিটরটি সম্পূর্ণরূপে চার্জ হবে না এবং START বোতামটি প্রকাশের ফলে ডিম্যাগনেটাইজিং পালস মেশিনটিকে পুরোপুরি ডিম্যাগনেটাইজ করবে না। .ক্ল্যাম্পবারটি তখন মেশিনে আটকে থাকবে এবং এটি একটি উপদ্রব হবে।
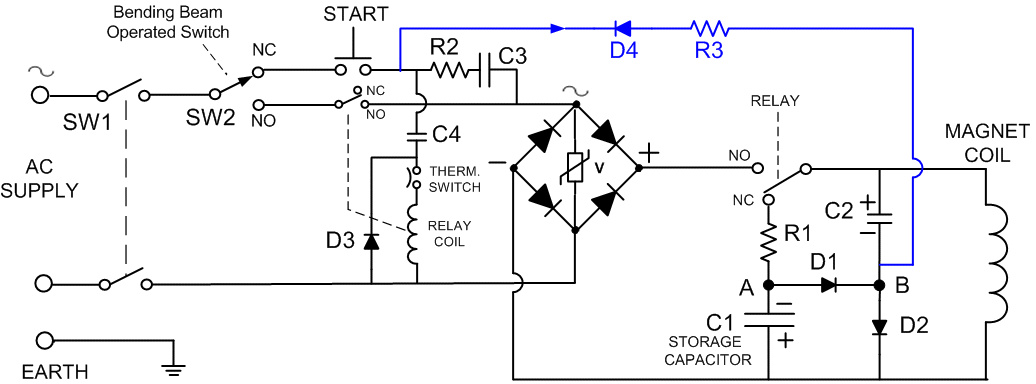
D4 এবং R3 এর সংযোজন, নীচের চিত্র 8-এ নীল রঙে দেখানো হয়েছে, চার্জ পাম্প সার্কিটে একটি উপযুক্ত তরঙ্গরূপ ফিড করে তা নিশ্চিত করতে যে C1 সম্পূর্ণ ক্ল্যাম্পিং প্রয়োগ না করলেও চার্জ হয়ে যায়।(R3 এর মান গুরুতর নয় - 220 ohms/10 ওয়াট বেশিরভাগ মেশিনের জন্য উপযুক্ত)।
চিত্র 8: শুধুমাত্র "START" এর পরে Demagnetise সহ সার্কিট:
সার্কিট উপাদান সম্পর্কে আরও তথ্যের জন্য অনুগ্রহ করে "আপনার নিজের ম্যাগনাবেন্ড তৈরি করুন" এর উপাদান বিভাগটি পড়ুন
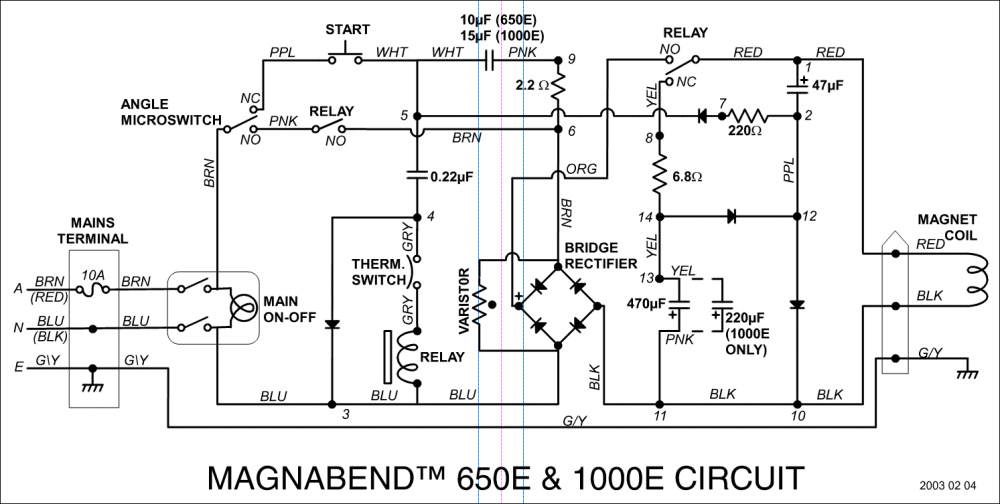
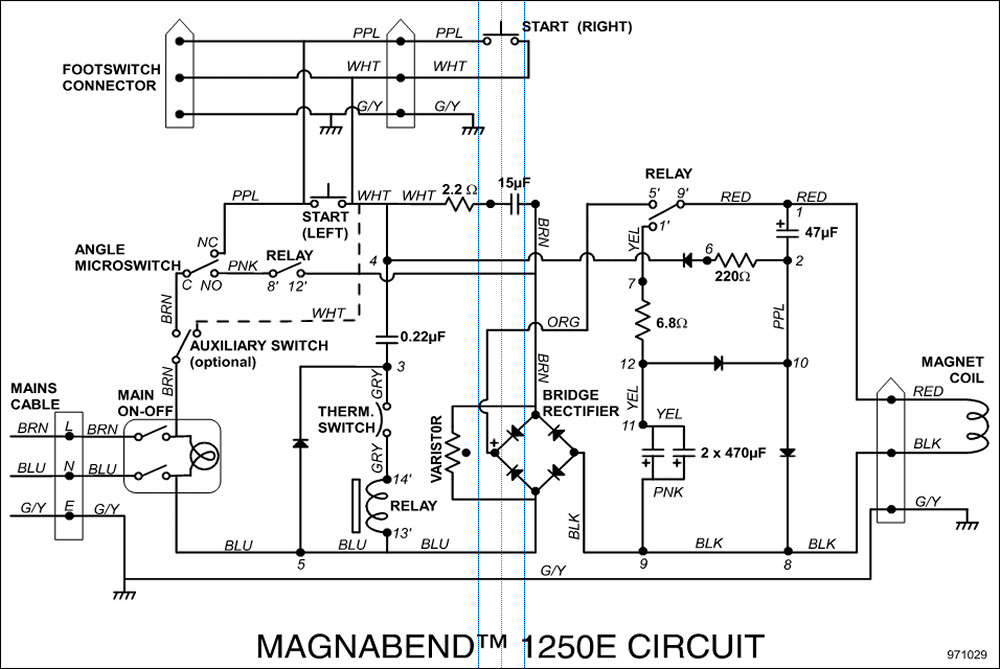
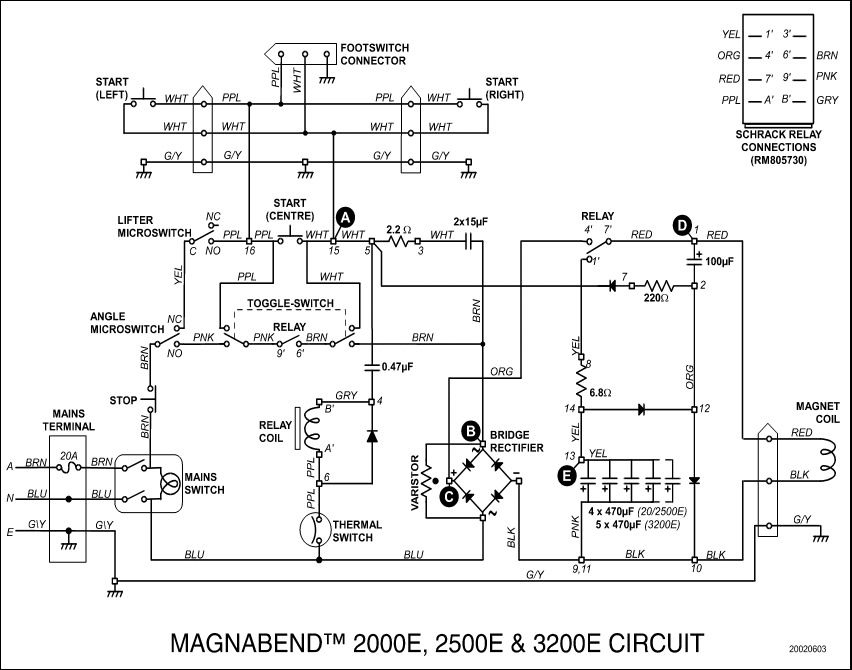
রেফারেন্সের উদ্দেশ্যে ম্যাগনেটিক ইঞ্জিনিয়ারিং Pty লিমিটেড দ্বারা নির্মিত 240 ভোল্ট এসি, ই-টাইপ ম্যাগনাবেন্ড মেশিনগুলির সম্পূর্ণ সার্কিট ডায়াগ্রামগুলি নীচে দেখানো হয়েছে৷
দ্রষ্টব্য যে 115 VAC-তে অপারেশনের জন্য অনেক উপাদানের মান পরিবর্তন করতে হবে।
ম্যাগনেটিক ইঞ্জিনিয়ারিং 2003 সালে ম্যাগনাবেন্ড মেশিনের উৎপাদন বন্ধ করে দেয় যখন ব্যবসাটি বিক্রি হয়।
দ্রষ্টব্য: উপরের আলোচনাটি সার্কিট অপারেশনের মূল নীতিগুলি ব্যাখ্যা করার উদ্দেশ্যে করা হয়েছিল এবং সমস্ত বিবরণ কভার করা হয়নি।উপরে দেখানো সম্পূর্ণ সার্কিটগুলি ম্যাগনাবেন্ড ম্যানুয়ালগুলিতেও অন্তর্ভুক্ত রয়েছে যা এই সাইটে অন্য কোথাও পাওয়া যায়।
এটাও উল্লেখ্য যে আমরা এই সার্কিটের সম্পূর্ণ সলিড স্টেট সংস্করণ তৈরি করেছি যা কারেন্ট স্যুইচ করতে রিলে এর পরিবর্তে IGBTs ব্যবহার করেছে।
সলিড স্টেট সার্কিটটি কখনই কোনো ম্যাগনাবেন্ড মেশিনে ব্যবহার করা হয়নি তবে বিশেষ চুম্বকগুলির জন্য ব্যবহৃত হয়েছিল যা আমরা উত্পাদন লাইনের জন্য তৈরি করেছি।এই উত্পাদন লাইনগুলি সাধারণত প্রতিদিন 5,000 আইটেম (যেমন একটি রেফ্রিজারেটরের দরজা) তৈরি করে।
ম্যাগনেটিক ইঞ্জিনিয়ারিং 2003 সালে ম্যাগনাবেন্ড মেশিনের উৎপাদন বন্ধ করে দেয় যখন ব্যবসাটি বিক্রি হয়।
আরও তথ্যের জন্য এই সাইটে যোগাযোগ অ্যালান লিঙ্ক ব্যবহার করুন.